
 Taal
Taal

Ontvang een offerte
Aluminium staalkabelhulzen: druksterkte, maatvoering en faalmodi
Een aluminium huls creëert een koudgelaste mechanische verbinding, niet alleen een knelpunt
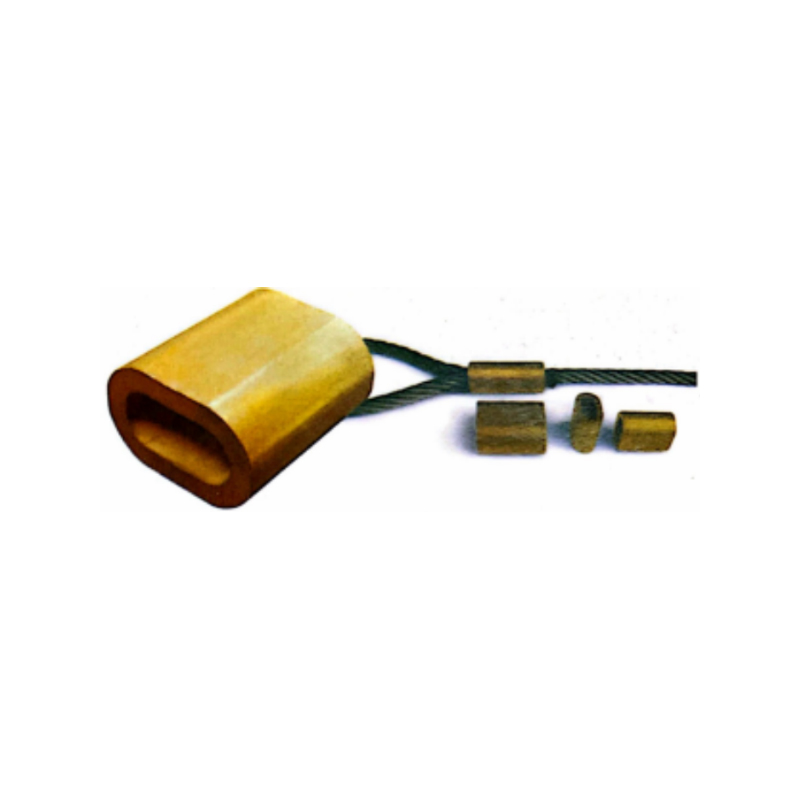
A draadkabel aluminium huls , ook wel bekend als een klemhuls of ferrule, functioneert als een aansluitfitting die het uiteinde van een staalkabel permanent in een oog of verbinding bevestigt. Wanneer het met het juiste stuikgereedschap wordt samengedrukt, vervormt het ductiele aluminiummateriaal plastisch rond de afzonderlijke draadstrengen, vloeit het in de valleien daartussen en creëert een koudgevormde mechanische vergrendeling die de trekbelasting gelijkmatig over elke streng in de kabeldoorsnede verdeelt . Een correct gesmede huls op gegalvaniseerde of roestvrijstalen staalkabel met behulp van een ovale aluminium huls bereikt een houdkracht van 85% tot 90% van de minimale breeksterkte van de staalkabel wanneer aan de mouwlengte, de binnendiameter vóór de persing en de compressiespecificaties na de persing allemaal wordt voldaan. De gebruikte aluminiumlegering - doorgaans 5052 of 6061 in gesmede vorm of A380 in gegoten vorm - wordt geselecteerd vanwege de combinatie van taaiheid tijdens compressie, corrosiecompatibiliteit met het staalkabelmateriaal en verhardingsgedrag dat de sterkte van de huls na het uitpersen vergroot om weerstand te bieden aan de hoepelspanning die wordt uitgeoefend door de belaste touwstrengen die proberen los te trekken.
Ovale huls en stophuls: twee verschillende componenten voor verschillende functies
De term aluminium kabelhuls omvat twee functioneel verschillende soorten hardware die vaak met elkaar worden verward. Een ovale huls, ook wel Vlaamse ooghuls genoemd, heeft een langwerpig ovaal profiel met twee parallelle interne boringen waarin beide benen van een staalkabellus passen . Het is over de breedte gesmeed, waardoor beide boringen tegelijkertijd worden samengedrukt, en is het primaire dragende uiteinde voor het creëren van een permanent oog aan het uiteinde van een staalkabel. Een stophuls daarentegen is een korte cilindrische aluminium buis met een enkel doorgaand gat, rechtstreeks op een enkele kabelpoot gesmeed om een mechanische stop te creëren, zoals de houder die voorkomt dat een staalkabel door een katrolblok wordt getrokken of de stop die de staart van een staalkabel vastzet nadat deze door een ovale huls is gegaan. Door deze twee te verwarren en een stophuls te gebruiken waar een ovale huls nodig is voor een dragende aansluiting, zal dit resulteren in een verbinding die faalt bij minder dan 40% van de breeksterkte van het touw omdat de stophuls slechts op één poot aangrijpt en de evenwichtige belastingsverdeling van het ovale ontwerp met dubbele boring mist.

Maatvoeringsprotocol en de gevolgen van een mismatch
Een aluminium huls is afgestemd op een specifieke kabeldiameter met een extreem smal tolerantievenster. De binnendiameter van de busboring vóór het persen moet gelijk zijn aan: 0,2 tot 0,5 millimeter groter dan de nominale touwdiameter om het touw er doorheen te laten gaan zonder vast te lopen, terwijl er minimale lege ruimte overblijft die het aluminium moet opvullen tijdens compressie. Een hoes die één maat te groot is, zal niet voldoende op de touwstrengen worden samengedrukt; het aluminium zal zijn compressielimiet bereiken voordat het volledig in de tussenruimten van de streng is gestroomd, waardoor interne holtes achterblijven die fungeren als spanningsconcentratiepunten en de houdsterkte met maximaal 30% verminderen. Een huls die een maat te klein is, kan niet op het touw worden geregen zonder schade aan de strengen, en door het forceren ervan worden individuele buitenste draden verplaatst en geknikt, waardoor een verzwakte dwarsdoorsnede ontstaat precies op het punt waar het uiteinde de hoogste spanning uitoefent. Door de fabrikanten gepubliceerde maattabellen voor hulzen stemmen elke kabeldiameter af op een specifiek onderdeelnummer van de huls, en de maatvoering is specifiek voor de touwconstructie: een touw met een vezelkern van 6x19 en een touw met een onafhankelijke staaldraadkern van 7x19 met dezelfde nominale diameter kunnen verschillende mouwspecificaties vereisen, omdat de werkelijke buitendiameters enigszins verschillen als gevolg van de verschillende geometrieën van de bundelpakking.
Inspectie vóór de swage en de staartlengteregel
Vóór compressie moet de draadkabelstaart die uit de huls steekt lang genoeg zijn om visuele verificatie mogelijk te maken dat de kabel niet slipte tijdens het stuiken. De standaardregel is a minimale staartlengte gelijk aan één mouwlengte voor ovale mouwen en twee touwdiameters voor stopmouwen . Als na het smeden de staart in de huls is teruggetrokken, gleed het touw tijdens het samendrukken uit en moet de beëindiging worden afgesneden en opnieuw worden gemaakt. De staart levert ook het materiaal voor een secundaire veiligheidsmaatregel: bij kritische hijstoepassingen wordt de staart vaak voorzien van draad of voorzien van een extra stophuls als back-uphouder.
Vereisten voor stuikgereedschap en de beslissing over handgereedschap versus hydraulisch
Voor het samendrukken van een aluminium huls van staalkabel is een stuikgereedschap nodig dat gecontroleerde, parallelzijdige compressie toepast op een gespecificeerde na-smeeddimensie. Een betonschaar uit de ijzerhandel of een hamer en een pons kunnen geen veilig stuifmeel produceren. Het minimaal aanvaardbare gereedschap voor ovale hulzen op staalkabel met een diameter tot 5 millimeter is een handmatig persgereedschap met kaken van gehard staal, machinaal bewerkt volgens het juiste nacompressieprofiel . Deze gereedschappen zijn ontwerpen met een samengestelde hefboomwerking die de handkracht vermenigvuldigen tot enkele tonnen compressiedruk op de kaakvlakken. Voor touwdiameters boven de 5 millimeter is een hydraulische pers met verwisselbare matrijzen nodig om de consistente 8 tot 15 ton kracht te genereren die nodig is om de aluminium huls volledig in de touwstructuur te drukken. De kritische kwaliteitsindicator voor elk stuifgereedschap is het vermogen om een herhaalbare na-smeeddimensie te produceren - doorgaans gespecificeerd als een maatmeting over de samengedrukte huls op het breedste punt - en een gereedschap waarvan de kaken versleten, verend of niet goed passen bij de hulsmaat zal een ondergecomprimeerde huls produceren die visueel acceptabel lijkt maar niet onder de nominale belasting valt.
De Go/No-Go-meter en after-swage-verificatie
Na compressie moet de gesmeed manchet worden gecontroleerd met een go/no-go-meter geleverd door de manchetfabrikant of gespecificeerd op het gegevensblad van de fabrikant. De meter verifieert dat de de samengedrukte breedte van de huls valt binnen het acceptabele bereik - doorgaans plus 0,2 millimeter en minus 0,1 millimeter van de nominale na-uitdrukmaat . Een hoes die overmaat meet op de meter is te weinig samengedrukt en zal niet de volledige houdkracht ontwikkelen. Een huls die de ondermaat meet, is te veel samengedrukt, waardoor het aluminium kan barsten of de interne staalkabelstrengen kunnen worden verpletterd, waardoor er een punt ontstaat waarop het falen begint. De metercontrole is niet optioneel voor hijs-, tuigage- of veiligheidskritische toepassingen; het is de enige objectieve verificatie dat de swage correct is uitgevoerd.
De standaard met dubbele mouwen voor hijstoepassingen
Industrienormen voor staalkabelstroppen en hijsconstructies, waaronder ASME B30.9 en EN 13411-3, vereisen dat een Vlaamse ooglas met ovale aluminium hulzen wordt gebruikt minimaal één huls voor staalkabeldiameters tot 6 millimeter, twee hulzen voor diameters van 6 tot 12 millimeter en drie hulzen voor diameters boven 12 millimeter . De mouwen zijn gelijkmatig verdeeld langs de staart, waarbij de eerste mouw zo dicht bij de oogkeel is geplaatst als praktisch mogelijk is en de daaropvolgende mouwen met tussenruimtes van ongeveer één mouwlengte. De eis met meerdere mouwen is op zichzelf geen redundantie; het gaat in op het feit dat een enkele huls de gehele trekbelasting op één punt concentreert, en als die huls wordt aangetast – door een fabricagefout, corrosie of een afwijkende specificatie – mislukt de hele afsluiting zonder waarschuwing. Meerdere hulzen verdelen de belasting en zorgen voor een progressieve indicatie van falen: als de eerste huls begint te slippen, wordt de belasting overgebracht naar de tweede huls en zal het uitsteeksel van de staart vanaf de eerste huls zichtbaar veranderen, waardoor een inspecteur wordt gewaarschuwd voor het zich ontwikkelende falen tijdens een routineonderzoek.
Corrosie-overwegingen en galvanische compatibiliteit tussen aluminium en staal
Een aluminium huls die in contact komt met staaldraad creëert een galvanisch koppel in de aanwezigheid van een elektrolyt, zoals regenwater, zoutnevel of industriële luchtvochtigheid. Aluminium is anodisch ten opzichte van staal in de galvanische serie, dat wil zeggen de aluminium huls zal bij voorkeur corroderen om de staaldraad te beschermen . Bij droge binnentoepassingen is dit galvanische effect verwaarloosbaar en zal de hoes langer meegaan dan het touw. In maritieme omgevingen, buiteninstallaties aan de kust of chemische verwerkingsfaciliteiten versnelt de galvanische corrosie dramatisch. De beperking voor deze omgevingen omvat het selecteren van geanodiseerde aluminium hulzen met een minimum Geanodiseerde laag van 15 micron die het aluminium elektrisch isoleert van het staal , het aanbrengen van een zinkrijke primer op de gesmeed samenstel voordat deze in gebruik wordt genomen, en het verkorten van het inspectie-interval om dunner wordende hulswanden te detecteren voordat dit de sterkte van de afsluiting in gevaar brengt. Roestvrijstalen hulzen - verkrijgbaar in kwaliteit 304 of 316 - elimineren het galvanische corrosieprobleem volledig bij gebruik met roestvrijstalen staalkabel, ten koste van hogere smeedkrachten vanwege de grotere vloeigrens van roestvrij staal in vergelijking met aluminium.
Veel voorkomende foutmodi en veldidentificatie
De uiteinden van aluminium kabelhulzen falen door een beperkt aantal voorspelbare mechanismen, elk met zichtbare indicatoren. De meest voorkomende storing is touwuittreksel, waarbij de staalkabel onder belasting door de samengedrukte huls glijdt, waardoor de huls op zijn plaats blijft op een nu losgemaakte staart . Dit duidt op ondercompressie, een huls met een verkeerde maat of een vervuild touwoppervlak waardoor het aluminium de draden niet kon vastgrijpen. De tweede vorm is hulsbreuk, waarbij het aluminium in de lengterichting langs de compressie-as scheurt, meestal door overcompressie die de ductiliteitslimiet van het aluminium overschrijdt. De derde is vermoeidheidsbreuk van de staalkabel bij het uitgangspunt van de huls, veroorzaakt door een scherpe overgang tussen het stijve hulsgedeelte en het flexibele vrije touw, waardoor een buigspanningsconcentratie ontstaat. Deze faalwijze wordt verzacht door het gebruik van een vingerhoed in het oog, die een gecontroleerde buigradius biedt en de cyclische buigspanning op het grensvlak tussen mouw en touw vermindert. De vierde modus is het door corrosie geïnduceerde dunner worden van de hulswand, waarbij de aluminium huls zijn dwarsdoorsnedeoppervlak verliest totdat de resterende wand de radiale uitzetting van het touw onder belasting niet langer kan bevatten, wat leidt tot splitsing van de huls. Elk van deze faalwijzen laat diagnostisch bewijs achter dat een competente inspectie kan identificeren voordat een catastrofaal falen optreedt.
| Mislukkingsmodus | Visuele indicator | Oorzaak | Preventie |
|---|---|---|---|
| Touw uittrekken | Verminderd staartuitsteeksel, touwbeweging | Te weinig compressie, verkeerde mouwmaat | Correcte maatvoering, go/no-go metercontrole |
| Mouwbreuk | Longitudinale scheur langs de mouw | Overcompressie | Gekalibreerd gereedschap, nadrukmeter |
| Vermoeidheid bij het verlaten van de mouw | Gebroken draadstrengen aan de mouwrand | Scherpe bochtovergang, geen vingerhoed | Gebruik de vingerhoed, inspecteer het uitgangspunt |
| Corrosie Wandverdunning | Pitting, witte oxide, verminderde hulsdiameter | Galvanische corrosie in natte omgeving | Geanodiseerde kokers, zinkprimer, inspectie |
Roestvrij staaldraad en het speciale geval voor aluminium hulzen
Wanneer aluminium hulzen worden gebruikt op roestvrijstalen staalkabels, introduceert de combinatie specifieke overwegingen die verder gaan dan die voor gegalvaniseerde kabels. Roestvrij staaldraad heeft een gladdere oppervlakteafwerking en lagere wrijvingscoëfficiënt dan gegalvaniseerd touw , wat betekent dat de aluminium huls een diepere mechanische vergrendeling in de strenggeometrie moet bewerkstelligen om de verminderde wrijvingscomponent van de houdkracht te compenseren. Dit wordt bereikt door voor roestvrij touw een iets kleinere afmeting na het smeden te specificeren dan voor gegalvaniseerd touw met dezelfde diameter, waardoor het compressiepercentage effectief wordt verhoogd om het aluminium dieper in de strengdalen te drijven. Bovendien is er sprake van een galvanisch potentieel tussen aluminium en roestvrij staal ongeveer 0,5 volt in zeewater, vergeleken met 0,3 volt tussen aluminium en koolstofstaal Dit betekent dat de aluminium huls op roestvrij touw in een maritieme omgeving meetbaar sneller zal corroderen dan dezelfde huls op gegalvaniseerd touw. De geanodiseerde huls met zinkprimerstrategie wordt verplicht, en niet optioneel, voor roestvrij-aluminiumcombinaties in buiten- of maritieme toepassingen.
Alternatieve mouwmaterialen en de koper- en zinkopties
Aluminium is niet het enige hulsmateriaal dat beschikbaar is voor het beëindigen van staalkabels, en bepaalde toepassingen profiteren van alternatieve materialen. Koperen hulzen, gespecificeerd als C12200 fosfor-gedeoxideerd koper, zijn de standaard voor staalkabels die worden gebruikt in mijnbouw en explosieve omgevingen, omdat koper geen vonken produceert wanneer het wordt geraakt of geschuurd . Koperen hulzen vereisen ongeveer 15% meer compressiekracht dan aluminium hulzen van dezelfde maat vanwege de hogere vloeigrens van koper, en ze produceren een afsluiting met een houdsterkte die vergelijkbaar is met die van aluminium als ze op de juiste manier worden gesmeed. Zinkhulzen, vervaardigd uit een zeer zuivere zinklegering, zijn gespecificeerd voor toepassingen onder water en onder water, waarbij het zink een dubbele functie vervult als mechanische afsluiting en als opofferingsanode die de staalkabel tegen corrosie beschermt. De zinken manchet wordt in de loop van de tijd opzettelijk verbruikt en de wanddikte ervan is gespecificeerd met een corrosietoeslag die ervoor zorgt dat de mechanische afsluiting functioneel blijft gedurende de ontwerplevensduur van de installatie. Roestvaststalen hulzen zijn, zoals opgemerkt, de keuze voor roestvrije kabelconstructies in corrosieve omgevingen en voor tuigage in de voedingssector, de farmaceutische sector en cleanrooms waar aluminiumoxidestof afkomstig van hulscorrosie onaanvaardbaar is.
De rol van de vingerhoed bij het beschermen van zowel de hoes als het touw
Een vingerhoed is een gegroefd metalen of plastic inzetstuk dat in het oog van een draadkabeluiteinde wordt geplaatst voordat de huls wordt gesmeed. Zijn functie is om een gecontroleerde buigradius handhaven bij de binnenkromming van het oog en om te voorkomen dat de staalkabel platgedrukt wordt door het draagoppervlak van waar het oog ook aan bevestigd is . Bij aluminium hulseinden vervult de vingerhoed een extra kritische functie: hij voorkomt dat de touwstrengen bij de oogkeel onder belasting knikken, wat een spanningsconcentratie zou creëren direct grenzend aan de huls en zou leiden tot voortijdig falen van de draadvermoeidheid. De standaardkous voor een bepaalde touwdiameter biedt een minimale buigradius van 2,5 tot 3 keer de touwdiameter bij de oogkeel. Zonder vingerhoed (een configuratie die een zacht oog wordt genoemd) buigt het touw rond een veel nauwere straal die wordt opgelegd door de bevestigingspen of sluiting, en worden de draden aan de binnenkant van de bocht bij de eerste belastingscyclus tot voorbij hun elastische limiet samengedrukt, waardoor het touw op het zwaarst belaste punt permanent wordt beschadigd. Een zacht oog met een aluminium hulsuiteinde is alleen acceptabel voor niet-kritische statische toepassingen waarbij het touw nooit zijn werklastlimiet zal benaderen en waar vermoeidheid geen serviceoverweging is.
Gerelateerde producten
-
 Bekijk meer
Bekijk meer
-
 Bekijk meer
Bekijk meer
SAFETYLIFT Aluminium ferrule JIS Type buitenste ovale binnenste zandloperontwerp
-
 Bekijk meer
Bekijk meer
ASTM a 1023 Classificatie 7x7 en 7x19 Kleine diameter (gegalvaniseerd) Speciaal koord
-
 Bekijk meer
Bekijk meer
Gelegeerd stalen oogsliphaak
-
 Bekijk meer
Bekijk meer
Stalen stopknoppen voor staalkabel (laag koolstofstaal, 1/8"–1-1/4")
-
 Bekijk meer
Bekijk meer
Duitse ovale koperen adereindhulzen voor het krimpen en beëindigen van staalkabels
Neem contact met ons op
-

-
 +86-13395162883 / +86-0510-86361180
+86-13395162883 / +86-0510-86361180 -
 Nr. 25 Xizhang Road, Changshou Village, Zhouzhuang Town, Jiangyin City, Wuxi City, Jiangsu Province, China
Nr. 25 Xizhang Road, Changshou Village, Zhouzhuang Town, Jiangyin City, Wuxi City, Jiangsu Province, China

- Snelle koppelingen
- Productcategorieën
- Staalkabel
- Draadkabelfittingen
- Keten
- Accessoires voor draadkabels
- Verpakkingstypen

Stuur ons nu een bericht!
